1.The production of 6063 aluminum alloy material is controlled by chemical composition.
6063 aluminum alloy has become an important choice for the high-precision production of photovoltaic aluminum alloy profiles.
2.Smelting and refining process
It is melted in a rotary regenerative melting furnace at a melting temperature of 720-760℃. When the temperature is above 720℃, the refining agent is blown into high purity nitrogen and refined for 15 minutes. The amount of refining agent is 0.08% of the weight of the melt. After refining, the electromagnetic stirring is carried out for 15 minutes. Sampling and inspection strictly control the chemical composition of aluminum alloy solution, so that the material can achieve the required mechanical properties.
3.Foundry technology
The semi-continuously direct water-cooling casting method is adopted. Direct water cooling method has high cooling strength and fast cooling speed, which refines the casting structure, increases the density of the structure, and then improves the mechanical properties and heat treatment effect of the ingots.
4.Homogenization of cast rod structure
In order to reduce and eliminate the ingot segregation and improve the inhomogeneity of its chemical composition and structure, the aluminum alloy casting rod is homogenized. The technical condition of its control are to heat the casting rod to 540-550℃, keeping it warm for 8-10 hours, cool it with strong wind and cool it with water mist. After homogenizing annealing, cooling should be accelerated to ensure the uniformity of color after anodizing.
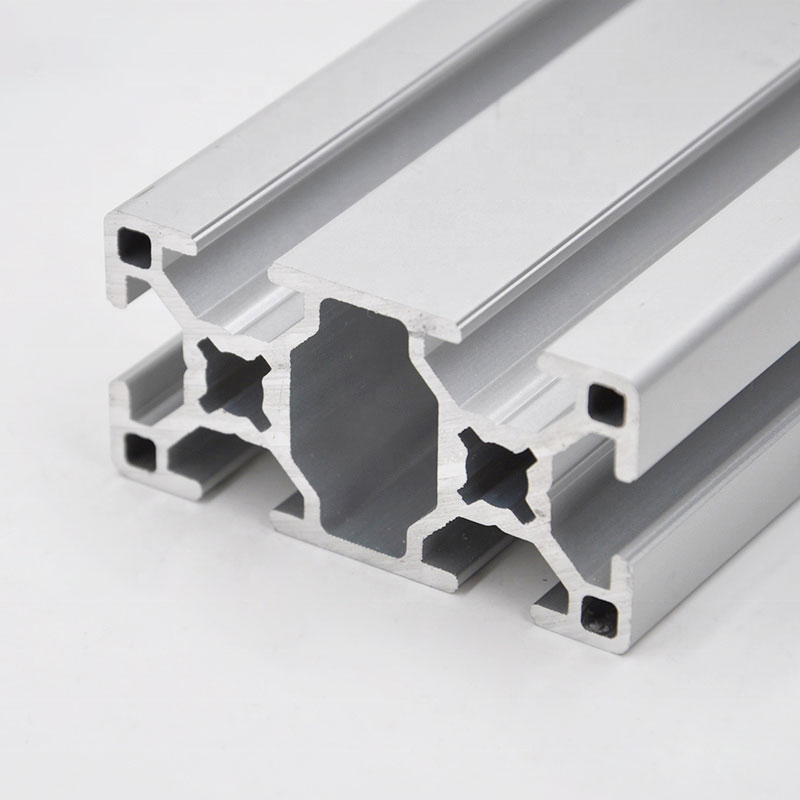
5.Process condition control of extrusion and aging
6063 aluminum alloy profiles extrusion, online quenching and aging process technical conditions, take control of the casting rod heating temperature within 440-480℃, mold heating temperature within 450-480℃, mold heating time less than 5 hours, extrusion cylinder heating temperature within 460-500℃, extrusion speed in 12-18 m/min, outlet temperature within 510-550℃. The cooling method is online air cooling or water mist cooling; controlling the temperature of extrusion profiles after online quenching aging treatment in 200±5℃, and holding time in 3 hours. The solid solution treatment of 6063 aluminum alloy combined with the extrusion process can avoid grain growth and improve the physical and mechanical properties of the profile products.